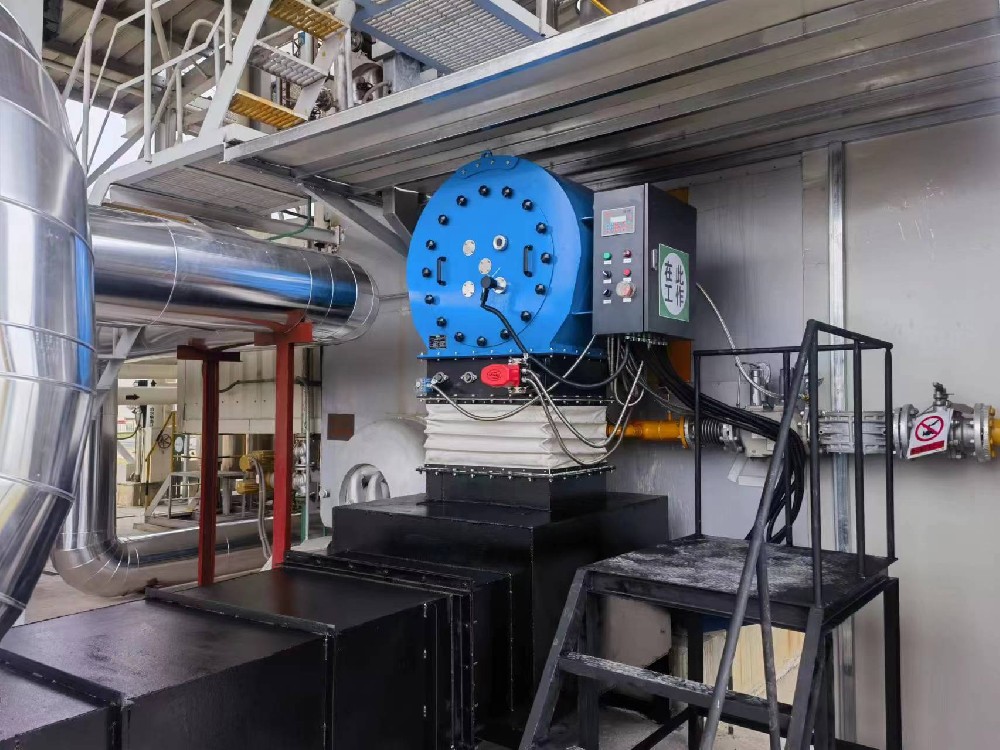
Structural advantages of RTO incinerator mechanical flame arrester: prevent pipeline tempering caused by pressure fluctuation in RTO oxidation chamber or fire caused by dust particles. LEL monitor: strictly control the concentration of waste gas at RTO inlet not to exceed 25% LEL. Concentration detector: the on-line gas concentration detector shall be installed at a sufficient distance from the front end, and the safety management of waste gas shall be implemented by means of dilution or addition of bypass valve. Emergency bypass valve: it can prevent waste gas exceeding 25% LEL from entering RTO incinerator to cause safety accidents. Explosion relief valve: it can quickly reduce the furnace pressure of incinerator. Thermocouple: multiple thermocouples are used for temperature display, recording and interlocking conditioning of RTO incinerator. Differential pressure switch and differential pressure gauge: emergency stop button switch in case of furnace block: emergency stop can be realized.

Software design of RTO incinerator Incineration Control System: purge the remaining waste gas in the furnace with fresh air to prevent explosion hazard; The RTO burner is set as the high-temperature conditioning alarm of the long open flame equipment: the high-temperature limiter is independently conditioned on the main control panel and needs to be FM certified. The high-temperature conditioning alarm. Emergency power failure system: it is equipped with an emergency compressed air storage tank, ups and manual automatic control explosion relief door. Emergency protection for excessive furnace temperature: it has double galvanic couple to monitor the temperature, and interlocking PLC can realize emergency shutdown. Smoke exhaust temperature control: the smoke exhaust temperature (the temperature of the lower layer of the heat storage type) is interlocked with the valve.
RTO incinerator operation difficulty degree safety startup preheating: the first step is to ignite the mother fire of fuel string, and then introduce natural gas to ignite the main fire to preheat the furnace body after verifying the accuracy. Purging: when the RTO incinerator is started, purge the RTO first according to NFPA regulations, and replace at least 6 times the volume of RTO with fresh air. Temperature control: when RTO temperature is abnormal (i.e. the concentration at the front end is too high), close the air inlet valve automatically according to the PLC program, fully open the abnormal exhaust and fresh air valve, so that the RTO equipment can completely use the air to cool down. Alarm: in order to check the RTO incinerator as soon as possible, when and where the alarm occurs in RTO, the alarm will be displayed on the touch screen. Induced draft fan fault: the boiler shutdown management will be adopted when the induced draft fan fault occurs automatically.

近日,在推动清洁能源与环保技术的进程中,加科燃烧器与晋煤控股集团山西同煤电力环保科技有限公司达成重要合作。山西···

在当今全球绿色低碳发展的浪潮中,能源装备行业正经历着变革。作为行业内的佼佼者,加科燃烧器凭借其卓越的技术实力和···